

ビデオショー
Hasung は、プロの貴金属コイン鋳造ソリューションプロバイダーとして、世界中にいくつかのコイン製造ラインを構築しています。コインの重さは0.6gから1kgの金で、形状は丸、四角、八角形です。銀や銅などの他の金属も利用できます。
Hasung で銀行取引を行うと、次のようなワンストップ ソリューションを提供できます。コイン鋳造ライン。製造パッケージには、プロセスのスケールアップを支援するオンサイト ガイダンス、コイン鋳造装置、エンジニアが含まれています。当社のエンジニアは金貨製造プロセスの研究に携わり、大手有名造幣局の技術コンサルタントを務めてきました。
ハスン氏は、貴金属に関する段階的な指導を行いながら、コイン鋳造の問題の解決に集中しています。 20 年以上にわたり、当社は金貨および銀貨製造機の最前線に立っており、専門的かつ細心の注意を払ったエンジニアリング サービス、オンサイト トレーニング、技術サポートを提供しています。

クリックしてください連続鋳造機および圧延機詳細を表示するには、

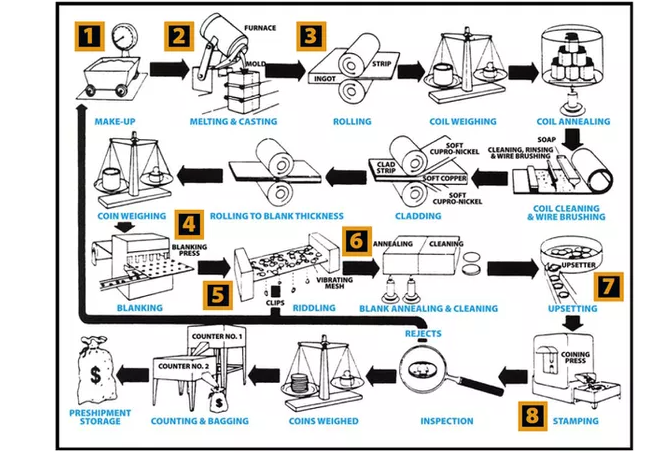
コインはどのように作られるのか?
コインの製造方法は長年にわたって進化してきました。コインは、2000 年以上前に古代リディア王国で初めて作られました。古代コインの鋳造プロセスは非常に簡単でした。まず、金、銀、銅の小さな塊を、岩のような固体表面に埋め込まれたコイン型の上に置きます。次に、労働者は 2 つ目のコイン ダイスを取り出し、その上に置き、大きなハンマーで叩きます。
中世の造幣局では、あらかじめ成形された金属製の丸いディスクとスクリュープレスを使用してコインを製造していました。これは手作業のプロセスではありましたが、古代の鋳造プロセスよりも簡単で、より安定した品質が得られました。
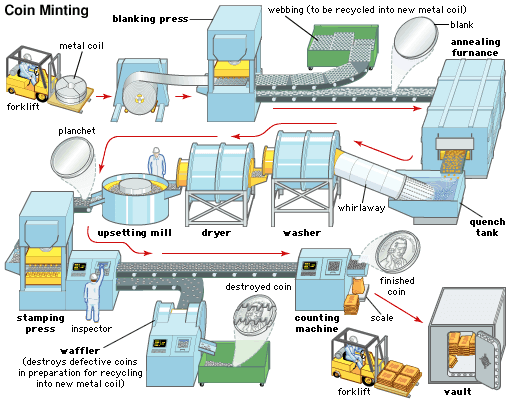
現代の硬貨は、ブランクを機械に自動的に送り込む油圧式鋳造プレスで鋳造されています。機械がフル稼働すると、印刷機は 1 分あたり 600 枚を超えるコインを生産できます。この速度は、毎年数十億枚の硬貨を生産する必要がある米国造幣局のような業務には必要です。
数十億枚のコインを製造するために自動化が使用されているため、プロセスは複雑ですが、世界中のすべての造幣局が使用する共通の手順がいくつかあります。米国造幣局は世界最大の造幣局であり、その製造プロセスに焦点を当てます。
1. 原料の採掘
鋳造プロセスは、原材料の採掘から始まります。米国全土および世界中の鉱山から、金、銀、銅、またはその他の必要な金属が供給されます。これらの鉱山から得られる原料金属には、貨幣として使用できない不純物が含まれています。
必要な金属を得るために鉱石を採掘することに加えて、米国造幣局はさまざまな資源から回収されたリサイクル金属も使用しています。これらのソースには、もはや「機械加工」できなくなり、流通から除外されたコインが含まれます。代わりに、それらは造幣局に戻され、そこで新しいコインにリサイクルされます。
2. 精製・溶解・鋳造
原料金属は精製され、ほぼすべての不純物が除去されます。一部のコインでは、2 つ以上の異なる種類の金属の合金が必要です。精製された金属を溶解し、仕様に応じてさまざまな金属を加えます。たとえば、米国造幣局は、75 パーセントの銅と 25 パーセントのニッケル合金から 5 セント硬貨を製造しています。
適切な純度または合金が達成されたら、金属はインゴットに鋳造されます。これらは、造幣局が要求する適切な量の金属を含む大きな金属棒です。金属はプロセス全体を通じてチェックされ、適切な純度が得られていることを確認します。
3.ローリング
インゴットを適切な厚さに圧延するプロセスは、時間がかかり、骨の折れる作業となる場合があります。インゴットは、連続的に近づきながら移動する 2 つの硬化鋼ローラーの間で転がされます。このプロセスは、インゴットが圧延されて、コインの製造に適した厚さの金属ストリップになるまで続けられます。さらに、圧延プロセスにより金属が柔らかくなり、分子構造が変化するため、打ちやすくなり、より高品質のコインが生成されます。
合金材の場合、打ち抜き前に焼鈍を行う必要があります。
4. ブランキング
米国造幣局は、幅約 13 インチ、重さ数千ポンドの金属ロールを使用しています。金属のロールは、製造プロセスで巻き戻されて平らになり、曲率が取り除かれます。次に、金属のディスクを打ち抜く機械に通され、製造されるコインに適切な厚さと直径になります。
5.なぞなぞ
これまで、メタルブランクの製造プロセスは汚れており、過酷な環境で行われていました。コインのブランクに小さな金属くずが混入する可能性があります。謎解き機は、コインブランクに混入した異物から適切なサイズのブランクを分離します。
6. アニーリングと洗浄
次に、造幣局はコインのブランクを焼鈍炉に通し、打刻の準備として金属を柔らかくします。次に、ブランクを化学浴に通し、コインの表面に付いている油や汚れを取り除きます。研磨プロセス中に異物がコインに埋め込まれる可能性があり、廃棄する必要があります。
7. 動揺させる
金属コインブランクに刻印されるデザインを保護するために、各コインブランクは、少し小さくなり、コインブランクの両側に隆起した金属リムを与える一連のローラーを備えた機械に通されます。このプロセスは、コインブランクが適切な直径であることを確認し、コイニングプレスで適切に打ち上がるようにするのにも役立ちます。この工程を経たコインブランクはプランシェと呼ばれるようになります。
8. スタンピングまたはストライキング
プランシェが適切に準備され、柔らかくなり、洗浄されたので、打撃の準備が整いました。ビジネスで打ち出されたコインは、毎分数百枚に達する速度で自動的に鋳造プレスに供給されます。コレクター向けに作られたプルーフ コインは手作業で鋳造プレスに供給され、コインごとに少なくとも 2 回のストライクが加えられます。
9. 配布
検査に合格したコインは配布の準備が整います。ビジネスで発行されたコインは大量の保管袋に詰められ、世界中の販売代理店に出荷されます。コレクターコインは特別なホルダーとボックスに入れられ、世界中のコインコレクターに発送されます。



詳細:
クリック連続鋳造機.



シート圧延機
棒鋼・コイン製造用の圧延機には2種類あり、1番目のタイプの板圧延機は通常表面を平滑にし、この場合は通常タンブラー研磨機による最終研磨が必要です。
| 型番 | HS-8HP | HS-10HP |
| ブランド名 | ハソン | |
| 電圧 | 380V 50/60Hz、三相 | |
| 力 | 5.5KW | 7.5KW |
| ローラー | 直径120×幅210mm | 直径150×幅220mm |
| 硬度 | 60~61° | |
| 寸法 | 980×1180×1480mm | 1080×580×1480mm |
| 重さ | 約。 600kg | 約。 800kg |
| 能力 | 最大圧延厚さ25mmアップ | 最大圧延厚さは35mmまで |
| アドバンテージ | フレームは静電気で除塵され、本体は装飾的なハードクロムメッキが施され、ステンレス鋼のカバーは錆びずに美しく実用的です。 シングルスピード/ダブルスピード | |
| アフター保証サービス | ビデオテクニカルサポート、オンラインサポート、スペアパーツ、フィールドメンテナンスおよび修理サービス | |
タングステン鋼鏡面圧延機
もう一つはタングステン鋼材ローラー鏡面板圧延機です。このタイプの圧延機では鏡面シートが得られます。
| 型番 | HS-M5HP | HS-M8HP | ||
| ブランド名 | ハソン | |||
| 電圧 | 380V; 50/60Hz 3相 | |||
| 力 | 3.7kw | 5.5kw | ||
| タングステンローラーのサイズ | 直径90×幅60mm | 直径90×幅90mm | 直径100×幅100mm | 直径120×幅100mm |
| ローラーの硬度 | 92~95° | |||
| 材料 | 輸入タングステン鋼ビレット | |||
| 寸法 | 880×580×1400mm | 980×580×1450mm | ||
| 重さ | 約。 450kg | 約。 500kg | ||
| 特徴 | 潤滑剤付き。ギアドライブ。圧延シート厚さ10mm、最薄部0.1mm。押し出された板金表面のミラー効果。フレーム上に静電気パウダーをスプレーし、 装飾硬質クロムメッキ、ステンレス鋼 カバー、美しく実用的で錆びません。 | |||
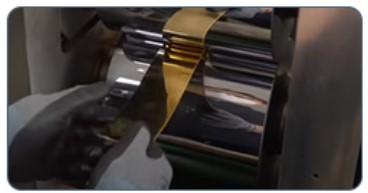
油圧コインブランキングプレス




ブランキングプロセス
20トン油圧コインカッティング/ブランキングプレス
40トン油圧カッティング&エンボスプレス
圧延後に加工された金銀ブランクシートを切断する油圧切断プレスです。ブランクシートは、円形、長方形、ペンダント形などの希望の形状に切り出されます。抜き型プロセスを経た後、ブランクは油圧スタンピングプレスで鋳造される準備が整います。
油圧切断パワープレス機のメリット。
金銀ブランクの切断に最適、
より良い結果を得るには、ブランクを明確なエッジでカットしてください。
手間のかからない操作とフットとスイッチによるデュアルモード操作、
連続切断用ストッパーシステム、
簡単な入金引き出しを備えたダイフィッティング調整システム、
より迅速な生産のためのカット調整。
ブランキングトラフ装置付で材料の回収に便利です。

技術的パラメータ
| 型番 | HS-20T | HS-40T | HS-100T |
| 公称 | 20トン | 40トン | 100トン |
| 最大ストローク | 300mm | 350mm | 400mm |
| 開口部の高さ | 500mm | 400mm | 600mm |
| 降下速度 | 160mm | 180mm | 120mm |
| 立ち上がり速度 | 150mm | 160mm | 120mm |
| 作業台エリア | 600*500mm | 550×450mm | 700×600mm |
| 地面からのテーブルの高さ | 850mm | 850mm | 850mm |
| 電圧 | 380V 3相 | 380V 3相 | 380V 3相 |
| モーター出力 | 3.75kw | 3.75kw | 5.5kw |
| 重さ | 1300KG | 860KG | 2200KG |
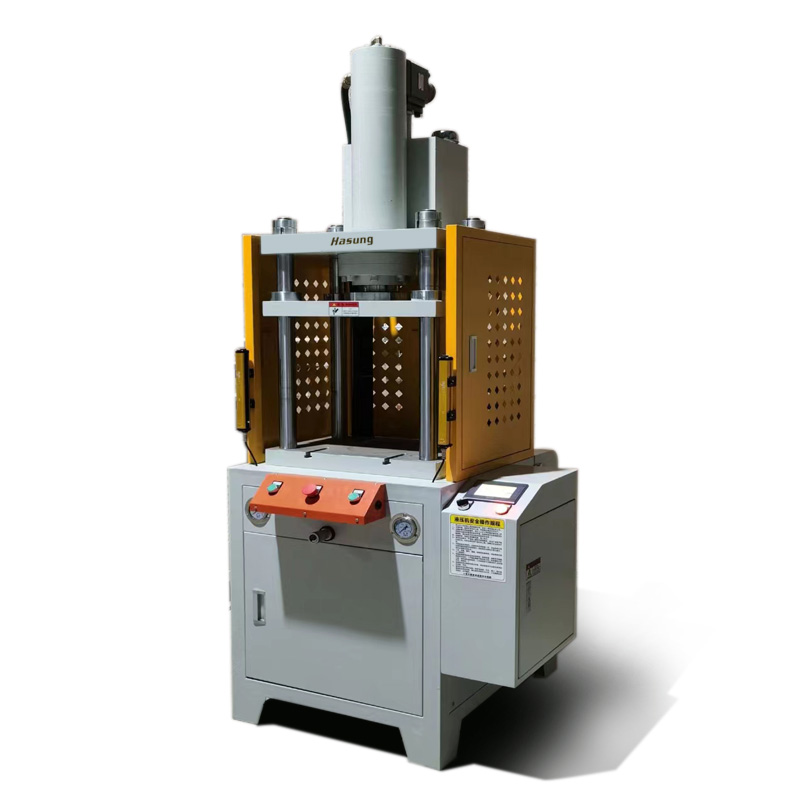
多目的油圧スタンピングプレス






100トン油圧式コインエンボスプレス
150トン油圧式コインエンボスプレス
200トン油圧式コインエンボスプレス
300トン油圧式金銀コイニングプレス
150トンの油圧式コインエンボスプレスは、銀50グラムまでのコインの製造に適しています。このプレスは手動およびシングルサイクル自動運転モードでの運転に適しています。コイン自動排出機構付きです。ご要望に応じて、80トン、100トン、150トン、200トンなどのさまざまなトン数のプレスを供給できます。
容量 300 トンの金銀用油圧式コインプレス機で、最終段階で複数のストロークを実行できるプログラマブル PLC コントローラーを備えています。プレス機にはコインを自動的に排出するエジェクターシリンダーが装備されており、ハンマーで叩くことなく簡単にコインを取り出すことができます。この機能により、コインの最終仕上げが向上します。この油圧式コイニング プレスは、重量 1.0 グラムから 100.0 グラムまでの金貨および銀貨の製造に適しており、10.0 馬力 (7.5KW) の電気機器によって駆動され、適切な電気機器およびコントロール パネルが装備されています。このコイニングプレスの設計には、戻りストローク前の最終圧力時間を調整するタイマー付きの圧力調整制御が組み込まれています。自動シングルサイクルモードだけでなく、押しボタン制御でも操作できます。
油圧コイニングプレスと精密シート圧延機のほかに、金銀シート製造用の誘導溶解機または連続鋳造機、金銀バー切断機、金銀コイン製造プラントを完成させるのに必要な振動研磨機が必要です。
技術的パラメータ
| モデル番号 | HS-100T | HS-200T | HS-300T |
| 電圧 | 380V、50/60Hz | 380V、50/60Hz | 380V、50/60Hz |
| 力 | 4KW | 5.5KW | 7.5KW |
| 最大。プレッシャー | 22Mpa | 22Mpa | 24Mpa |
| 作業テーブルストローク | 110mm | 150mm | 150mm |
| 最大。オープニング | 360mm | 380mm | 380mm |
| 作業台上昇移動速度 | 120mm/秒 | 110mm/秒 | 110mm/秒 |
| 作業テーブル後進速度 | 110mm/秒 | 100mm/秒 | 100mm/秒 |
| 作業台サイズ | 420×420mm | 500×520mm | 540×580mm |
| 重さ | 1100kg | 2400kg | 3300kg |
| 応用 | ジュエリーや金の延べ棒、コインのロゴスタンピング用 | ||
| 特徴 | 通常 / サーボモーター (オプション)、ボタン操作 / Simens PLC 制御システム (オプション) | ||
全自動硬貨製造システム
Hasung で銀行を利用して、コイン鋳造ラインのワンストップ ソリューションを提供できます。製造パッケージには、プロセスのスケールアップを支援するオンサイト ガイダンス、コイン鋳造装置、エンジニアが含まれています。当社のエンジニアは金貨製造プロセスの研究に携わり、大手有名造幣局の技術コンサルタントを務めてきました。
ハスン氏は、貴金属に関する段階的な指導を行いながら、コイン鋳造の問題の解決に集中しています。 20 年以上にわたり、当社は金貨および銀貨製造機の最前線に立っており、専門的で細心の注意を払ったエンジニアリング サービス、オンサイト トレーニング、および技術サポートのサービスを提供しています。
投稿時間: 2022 年 7 月 4 日









